Pickling
Pickling process removes rust and mill scale, which are the most common corrosion products contaminating the surface of the steel fabrication. The cleaning process is usually conducted using hydrochloric acid at ambient temperature and the objective is to produce a chemically clan steel surface prior to immersion in the molten zinc. The cleaning time depends on the degree of rust on the article.
Rinsing
Rinsing is intended to limit the pollution of the flux by transfer of liquid from bath to another.
Fluxing
Flux serves to remove any remaining traces of impurities and provides a final intensive cleaning of the steel surface. Flux increases the wetability of the surface of the steel to the liquid zinc so aiding the reaction between iron and zinc. Also Flux prevents reoxidation of the part before entering the zinc bath
The flux usually consists of an aqueous solution of chlorides, principally a mixture of zinc chloride and ammonium chloride.
Drier
The last operation of the surface preparation chain, drying is a necessary step before the complete immersion of the part in the zinc bath. It avoids explosions due to the instantaneous vaporization of the water during the immersion in the zinc bath and by extension to avoid any projections of liquid zinc. It also reduces heat shock during immersion in the zinc bath and thus minimize the risk of deformation of the parts during the galvanizing process.
Galvanizing
The galvanizing operation takes place in a bath containing molten zinc, the temperature of which is controlled in most plants in the range 440-460°C (zinc has a melting point of 419°C). The analysis of metal in the bath must comply with relevant national and international standards and comprise at least 98% zinc. The galvanizing process causes the formation of a coating consisting of layers of zinc-iron alloy formed by the reaction of zinc with iron in the steel. As the galvanized components are withdrawn from the molten zinc a further layer of near pure zinc is formed over the alloy layers. The immersion time for the steel articles depends on its weight and the thickness of the steel sections. While the galvanizing process is taking place, the surface of the molten zinc is swept back to ensure that the galvanized article does not become contaminated with ash and flux residues on withdrawal from the galvanizing bath.
Cooling
As soon as the steel materials leaves the liquid zinc bath, the steel is dipped in water to facilitate quick handling
In some cases (design standards or end use of the product), dipping is not recommended. Cooling is then done in open air. These procedures are intended to prevent deformation
Passivation
This step involves covering the parts with a protective film in order to prolong the brightness of the surface and prevent the formation of White rust. To do this, the parts are first queched then immersed in a passivation bath.
Unhanging
Galvanized and cooled materials are unhung. Any sharp zinc spikes and ashes are filed. Parts are sorted and transfered to stock area.
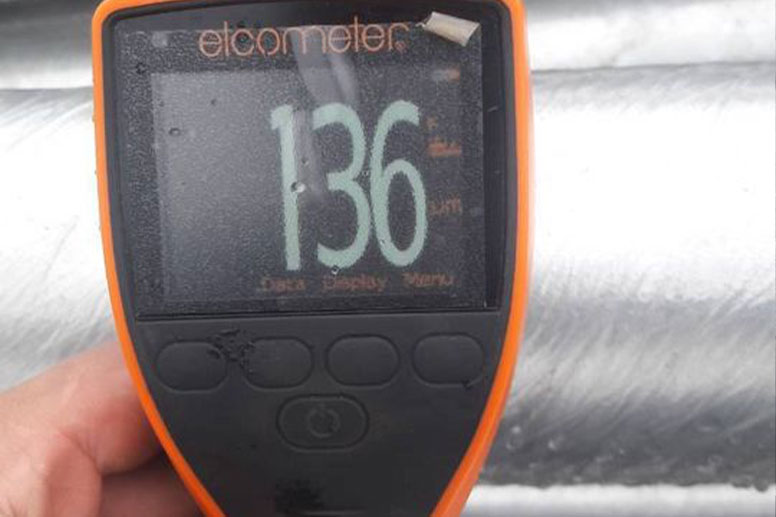
Final Inspection
International standards require a certain thickness of the galvanizing layer. Careful inspection will be performed to ensure that the standards are met. If necessary, a certificate will be issued.