Asit ile Yüzey Temizleme
Asitle yüzey temizleme işlemi, çelik malzemlerin yüzeyini kirleten en yaygın korozyon ürünleri olan pas ve tufalleri giderir. Temizleme işlemi genellikle ortam sıcaklığında hidroklorik asit kullanılarak gerçekleştirilir ve amaç, erimiş çinkoya daldırılmadan önce kimyasal olarak temiz bir yüzey hazırlamaktır. Temizleme süresi, malzemenin paslanma derecesine bağlıdır.
Durulama
Durulamanın amacı, asit banyosundan çeşitli kirleticileri taşıyarak Flaks banyosunun kirlenmesini sınırlamaktır.
Flaks
Flux, malzemenin yüzeyinde kalan son kirleticileri gidermeye yarar ve çelik yüzeyinin son bir kez daha temizlenmesini sağlar. Flaks, çeliğin yüzeyinin sıvı çinkoya ıslanabilme kabiliyetini artırır, böylece demir ve çinko arasındaki reaksiyona yardımcı olur. Ayrıca Flux, çinko banyosuna girmeden önce parçanın yeniden oksitlenmesini önler.
Flaks genellikle sulu bir klorür çözeltisinden, esas olarak çinko klorür ve amonyum klorür karışımından oluşur.
Kurutma
Yüzey hazırlama zincirinin son işlemi olan kurutma, parçanın çinko banyosuna tamamen daldırılmasından önce gerekli bir adımdır. Çinko banyosuna daldırılması sırasında suyun anlık buharlaşması nedeniyle patlamaları önler ve uzatma ile herhangi bir sıvı çinko çıkıntısını önler
Galvanizleme
Galvanizleme işlemi, sıcaklığı, 440-460 ° C aralığında (çinkonun erime noktası 419 ° C) kontrol edilen erimiş çinko içeren bir banyoda gerçekleşir. Banyodaki eriğin analizi uluslararası standartlara uygun olmalı ve en az% 98 çinko içermelidir. Galvanizleme işlemi, çinkonun çeliğin içindeki demir ile reaksiyonu ile ortaya çıkan çinko-demir alaşım katmanlarından oluşan bir kaplama türüdür. Galvanizli bileşenler erimiş çinkodan çekilirken, alaşım tabakaları üzerinde, neredeyse saf çinko tabakası oluşur. Çelik malzemeler için daldırma süresi, ağırlığına ve çelik profillerin kalınlığına bağlıdır. Galvanizleme işlemi gerçekleştirilirken, çinko banyousunun yüzeyindeki kül ve diğer kalıntılar çeşitli aparatlarla sıyrılarak, kaplamanın yüzeyine yapışması engellenir.
Soğutma
Kaplama sonrası çelik malzemelerin daha hızlı taşınası, temizlenmesi için, çinko banyosundan çıkar çıkmaz suya batırılır.Bazı durumlarda (tasarım standartları veya ürünün son kullanımı) daldırma tavsiye edilmez. Açık havada soğumaya bırakılır. Bu prosedürler deformasyonu önlemeye yöneliktir.
Pasivasyon
Bu adım, yüzeyin parlaklığını daha uzun süre süremesini sağlamak ve beyaz pas oluşumunu önlemek için parçaların koruyucu bir film ile kaplanmasını içerir. Bunu yapmak için, parçalar önce suda soğutulur, ardından bir pasivasyon banyosuna daldırılır.
Sökme
Galvaniz işlemi tamamlanan ve soğuyan malzemeler saldan indirilir. Malzeme yüzeyindeki kül, sivri akıntılar eğe ile temizlenir. Gruplanan malzemeler daha sonra stok alanına taşınır.
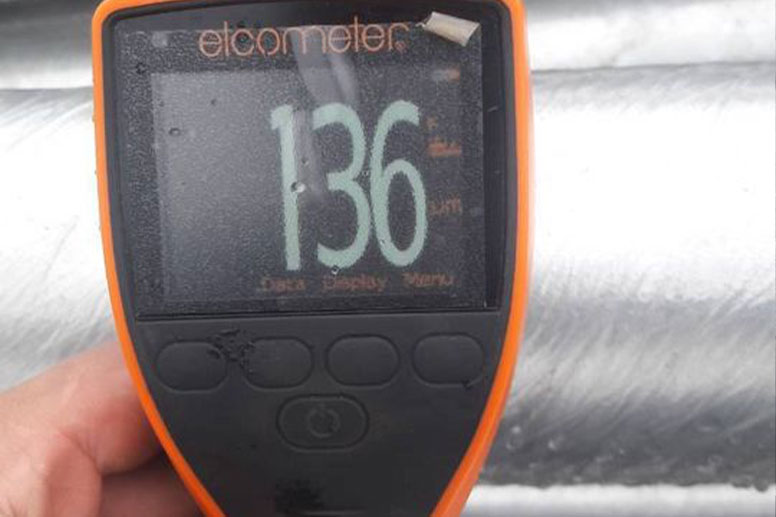
Final Test
Uluslararası standartlar, galvaniz tabakasının belirli bir kalınlıkta olmasını gerektirir. Standartların karşılandığından emin olmak için talimatlar doğrultusunda testler yapılır. Müşteri talebi doğrultusunda, yapılan kaplama için bir sertifika düzenlenecektir.